図面や作業指示書に「タップ溶接」と書かれているのを見て、「どんな溶接方法だろう?」と調べてこのページにたどり着いた方も多いのではないでしょうか。
実は、「タップ溶接」という名称の正式な溶接用語は、JIS規格には存在しません。現場や会社によって、まったく異なる作業を指している可能性があります。
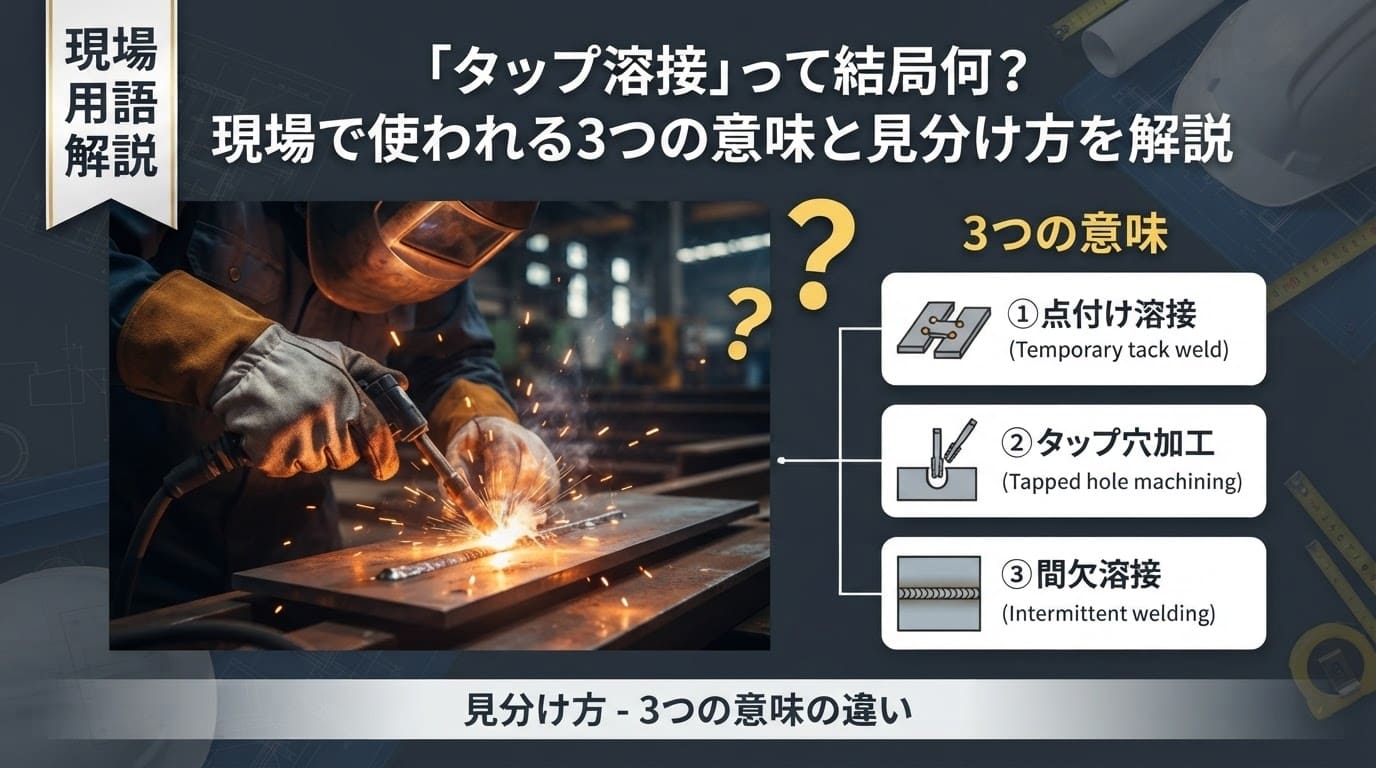
この記事では、現場で使われる「タップ溶接」の3つの主な意味(ウェルドナットの溶接、タック溶接の言い換え、穴埋め補修)と、それぞれの見分け方、加工時に失敗しやすいポイントを整理します。
自分の状況がどの解釈に当てはまるかを判断し、不良品を出さずに正しい加工を進めるための参考としてお役立てください。
タップ溶接とは?実は正式な溶接用語ではない
結論からお伝えすると、TIG溶接やアーク溶接のように、「タップ溶接」という単一の溶接手法が明確に定義されているわけではありません。
検索しても明確な答えが出てこない理由(JIS規格にはない)
溶接に関する用語は、JIS(日本産業規格)などで細かく定義されていますが、その中に「タップ溶接」という言葉は見当たりません。図面を書いた設計者の独自の略称であったり、現場で口頭で伝わっていくうちに定着した俗称・言い間違いであることが多いと考えられます。
溶接用語の公的な定義については、日本産業標準調査会(JISC)公式サイトで関連するJIS規格(JIS Z 3001 溶接用語など)が公開されています。
文脈によって指す作業が変わる(結論を先に)
「タップ溶接」と指示された場合、現場では主に以下の3つのいずれかを意味していることが多いと考えられます。
- ウェルドナット(タップ穴付き部品)の溶接:ネジ山が切られた部品を母材に溶接して固定する作業
- タック溶接(仮付け溶接)の言い換え・言い間違い:本溶接の前に部材を仮固定する作業
- 不要なタップ穴を埋める補修溶接:加工ミスなどで生じた不要なネジ穴を溶接で塞ぐ作業
次の章から、それぞれの見分け方と具体的な注意点を見ていきましょう。
現場で使われる主な3つの意味と見分け方

状況別の比較表(3つの解釈の特徴と作業内容)
| 解釈 | 想定される図面・状況の特徴 | 具体的な作業内容 |
|---|---|---|
| ①ウェルドナットの溶接 | 部品表にナット・ボスの指定がある、母材が薄板 | ネジ山が切られた部品を母材に溶接して固定する |
| ②タック溶接(仮付け溶接) | 本溶接の前工程、「〇〇ピッチで」等の指示がある | 部材がずれないよう数箇所を短く仮止めする |
| ③穴埋め補修 | 手直し・補修の指示書、不要になったネジ穴がある | 穴に溶接金属を溶かし込んで塞ぎ、平らに仕上げる |
最も可能性が高いのは①ですが、本溶接の前工程として指示されている場合は②、手直し・補修の文脈であれば③の可能性が高くなります。それぞれの詳細と注意点を見ていきましょう。
解釈①:タップ穴付き部品(ウェルドナット)の溶接
図面に「タップ溶接」と書かれている場合、多くはこの意味だと考えられます。「タップ(ネジ山)が切られた部品を溶接して取り付けてほしい」という指示の略称です。
どんな作業か(板が薄くてタップが切れない場合の対処)
板金部品に後からボルトをねじ込むためのメネジを作りたい場合、板厚が薄いと直接タップを切ることができません。そこで、あらかじめネジ山が切られた「ウェルドナット(溶接ナット)」や「タップ付きボス」を母材に溶接して固定します。これを指して「タップ溶接」と呼ぶ設計者がいると考えられます。
失敗しやすいポイント:スパッタのネジ山付着とその対策
この作業で最も注意すべきなのが、溶接時に発生するスパッタ(火花のような金属の飛沫)が、タップ穴(ネジ山)の中に入り込んで付着してしまうことです。
スパッタがネジ山に付着すると、後工程でボルトを締め込む際に引っかかり、無理に回すとネジ山が焼き付いて(かじって)使えなくなってしまいます。これを防ぐためには、以下のような対策が有効です。
- スパッタ防止剤(スプレー)をあらかじめネジ穴に塗布しておく
- 溶接中は専用の保護治具(保護プラグなど)をネジ穴に挿入しておく
- 溶接後、必ずボルトやタップを通し直して(さらい直し)、ネジ山が正常か確認する
解釈②:タック溶接(仮付け溶接)の言い換え・言い間違いとして
2つ目の可能性は、「タック溶接(Tack Welding)」が「タップ溶接」と呼び換えられている、あるいは伝達の過程で訛って伝わっているケースです。
タック溶接とは?なぜ「タップ」と呼ばれることがあるのか
タック溶接とは、部品を正しい位置に固定するため、本溶接の前に数箇所だけ点状に溶接して仮止めする作業のことです。英語の「Tack(画鋲などで留める)」に由来します。発音が近い「タック」と「タップ」が、口頭での伝達の中で混同されるケースがあると考えられます。
本溶接との違い(比較表:長さ・強度・電流など)
| 比較項目 | タック溶接(仮付け) | 本溶接 |
|---|---|---|
| 目的 | 位置・形状の仮固定 | 永続的な接合・強度の確保 |
| ビードの長さ | 短め(目安:数mm〜十数mm程度) | 必要な長さ全体 |
| 溶接電流 | 本溶接と同程度〜やや低め | 材質・板厚に応じた適正値 |
| 強度 | 仮固定に必要な最低限 | 設計強度を満たす強度 |
| 後工程 | 本溶接に溶け込ませる、または削り取る | そのまま残す |
仮付けの間隔・長さ・順序の目安
タック溶接を行う際の基本的な考え方を整理します。以下はあくまで一般的な目安であり、材質・板厚・形状によって最適値は変わるため、現場のルールや経験者の指示に従って判断してください。
- ビードの長さ:数mm〜十数mm程度が目安とされ、板厚が薄いほど短くする傾向があります
- 間隔:部材の大きさに応じて数十mm〜数百mm程度が目安で、変形しやすい部材ほど間隔を狭くします
- 順序:端から順に打つのではなく、中央から両端へ交互に打つことで、歪みを分散させやすくなります
失敗しやすいポイント:仮付けが少なすぎる場合と多すぎる場合
タック溶接の失敗は、「少なすぎ」と「多すぎ」の両方向から起きます。
- 仮付けが不十分な場合:本溶接中の熱で部材が動き、寸法不良・反り・ねじれが生じます
- 仮付けが過剰(強すぎる・長すぎる)な場合:本溶接の熱が仮付け部に集中し、急激な加熱・冷却によって割れ(クラック)が生じやすくなります
本溶接の品質は、仮付けの精度に大きく左右されるという認識を持つことが重要です。
タック溶接(仮付け)が向いていないケース
すべての仮固定にタック溶接(タップ溶接)が必要なわけではありません。以下のような場合は、溶接以外の方法が適していることがあります。
- 薄板や熱に弱い材料:仮付けの熱でも歪みや変色が生じやすいため、クランプや専用治具で固定する方が安全です
- 後から取り外す必要がある場合:溶接は取り外すのに削り取る手間がかかるため、クランプやマグネットホルダーが適しています
解釈③:不要なタップ穴を埋める補修溶接
3つ目は、新規の製作図面ではなく、手直しや補修の指示書で見られるケースです。加工ミスで間違った位置にタップ穴を開けてしまった場合や、設計変更で不要になったタップ穴がある場合に、「このタップ穴を溶接で埋めてほしい」という意味で使われることがあります。
穴径・板厚のバランスと溶接条件の考え方
穴を埋める溶接では、穴の径と板厚のバランスが品質を左右します。穴が小さすぎると底まで十分に溶け込まず未溶着が発生しやすくなり、逆に大きすぎると周辺の板が過度に溶け落ちるリスクがあります。具体的な条件は規格や社内標準で決められていることが多いため、設計時には自社の基準を確認するのが安全です。
未溶着・ブローホールなどの欠陥に注意
穴埋め溶接で見られる代表的な欠陥には、未溶着(穴の中の金属は溶けているが底まで十分に溶け込んでいない状態)と、ブローホール(ガスが抜けきらず内部に気孔が残る欠陥)があります。これらは、穴周りの清掃不足や、電流・溶接時間の設定ミス、シールドガスの流量不足などが原因となることが多いです。
溶接ビードの品質やシールドガスの管理については、以下の記事でより詳しく解説しています。
まとめ:まず状況を見極め、迷ったら設計者に確認を
- 「タップ溶接」はJIS規格に定義された正式な溶接用語ではなく、現場の俗称です。
- 主な意味は、①ウェルドナットの溶接、②タック溶接(仮付け)の言い換え、③タップ穴の穴埋め補修の3つです。
- ①の場合はスパッタのネジ山付着、②の場合は仮付けの過不足という、それぞれ特有の失敗しやすいポイントがあります。
- ③の穴埋め溶接では、未溶着・ブローホールといった欠陥に注意が必要です。
- 少しでも意図が不明確な場合は、勝手に判断せず設計者や指示者に確認することが、最大の失敗防止策です。
溶接品質を安定させるうえでは、ビードの状態やシールドガスの管理も欠かせません。より詳しく知りたい方は、以下の記事もあわせてご覧ください。
溶接ビードが汚くなる原因と対策/シールドガスの役割と溶接品質への影響
よくある質問
Q. タップ溶接とタック溶接は同じですか?
A. 現場によっては同じ意味(仮付け溶接)で使われることがありますが、「タップ穴付き部品の溶接」を指している場合もあり、一概には言えません。図面や指示の文脈から判断し、不明な場合は確認することをおすすめします。
Q. ウェルドナットの溶接後、ボルトが入らない場合の原因は何ですか?
A. 溶接時のスパッタがネジ山に付着したか、溶接の熱でナット自体が歪んでしまった可能性が高いです。タップでネジ山をさらい直す(修正する)必要があります。
Q. 仮付け溶接は本溶接と同じ強度で行うべきですか?
A. いいえ、仮付けは本溶接より短く、必要最低限の強度で行うのが基本です。同じ強度・長さで行うと、後から削り取りにくくなったり、本溶接の熱で割れが生じやすくなったりします。
Q. 図面に部品指定もなく「タップ溶接」とだけ書かれている場合はどうすればいいですか?
A. タック溶接(仮付け)の言い換えである可能性や、部品の記載漏れの可能性があります。加工を進める前に、必ず図面の作成者に意図を確認してください。
Q. タップ穴を溶接で埋めた場合、強度は元の板と同じになりますか?
A. 適切に溶け込ませれば十分な強度が期待できますが、内部に未溶着やブローホールなどの欠陥が残ると強度が落ちます。また、熱影響で周辺の材質が変化する点にも注意が必要です。
