設計図面に「隅肉溶接」という指示や「脚長〇mm」という数値が書かれているのを見て、「具体的にどんな溶接なんだろう?」と思ってこのページを開いた方も多いのではないでしょうか。
隅肉溶接は、板金・架台・機械部品などで最もよく使われる基本的な溶接方法のひとつですが、「脚長」と「のど厚」という2つの寸法の違いや、突合せ溶接との使い分けの基準が曖昧なまま使われがちです。
読み終えるころには、図面の溶接指示を正しく読み取り、脚長を過不足なく確保するための判断ができるようになります。
隅肉溶接とは?基本的な仕組みと使われる継手

隅肉溶接とは、直交または斜交する2つの母材の面が交わる隅(コーナー)部分に、三角形の断面を持つ溶接金属を盛り付けて接合する溶接方法です。英語では「Fillet Welding(フィレット溶接)」と呼ばれます。
突合せ溶接のように母材を削って開先を作る必要がなく、そのまま突き合わせて溶接できるため、準備工数が少なく、板金・架台・機械フレームなど幅広い用途で使われています。
直交・斜交する面を溶接する工法(継手の種類)
隅肉溶接は、以下のような継手形状によく使われます。
- T継手:2枚の板が「T」の字のように直交する形状。最もよく見られる隅肉溶接の適用例です。
- 重ね継手(ラップ継手):2枚の板を重ねて端部を溶接する形状。
- 角継手・十字継手:2枚(または3枚)の板が「L」字や十字のように交わる形状。
隅肉溶接を含む溶接の用語・記号については、日本産業標準調査会(JISC)公式サイトでJIS規格(JIS Z 3021 溶接記号、JIS Z 3001 溶接用語など)が公開されています。
連続隅肉溶接と断続隅肉溶接の違い
隅肉溶接には、溶接する長さの違いによって2種類があります。
- 連続隅肉溶接:継手の全長にわたって途切れなく溶接するもの。強度・気密性が高く必要な場合に使われます。
- 断続隅肉溶接:一定の間隔をあけながら断続的に溶接するもの。溶接量を減らしてコスト・変形(歪み)を抑えたい場合に使われます。
どちらを選ぶかは、要求される強度・気密性・コストのバランスで判断します。
図面を読むために知っておきたい用語
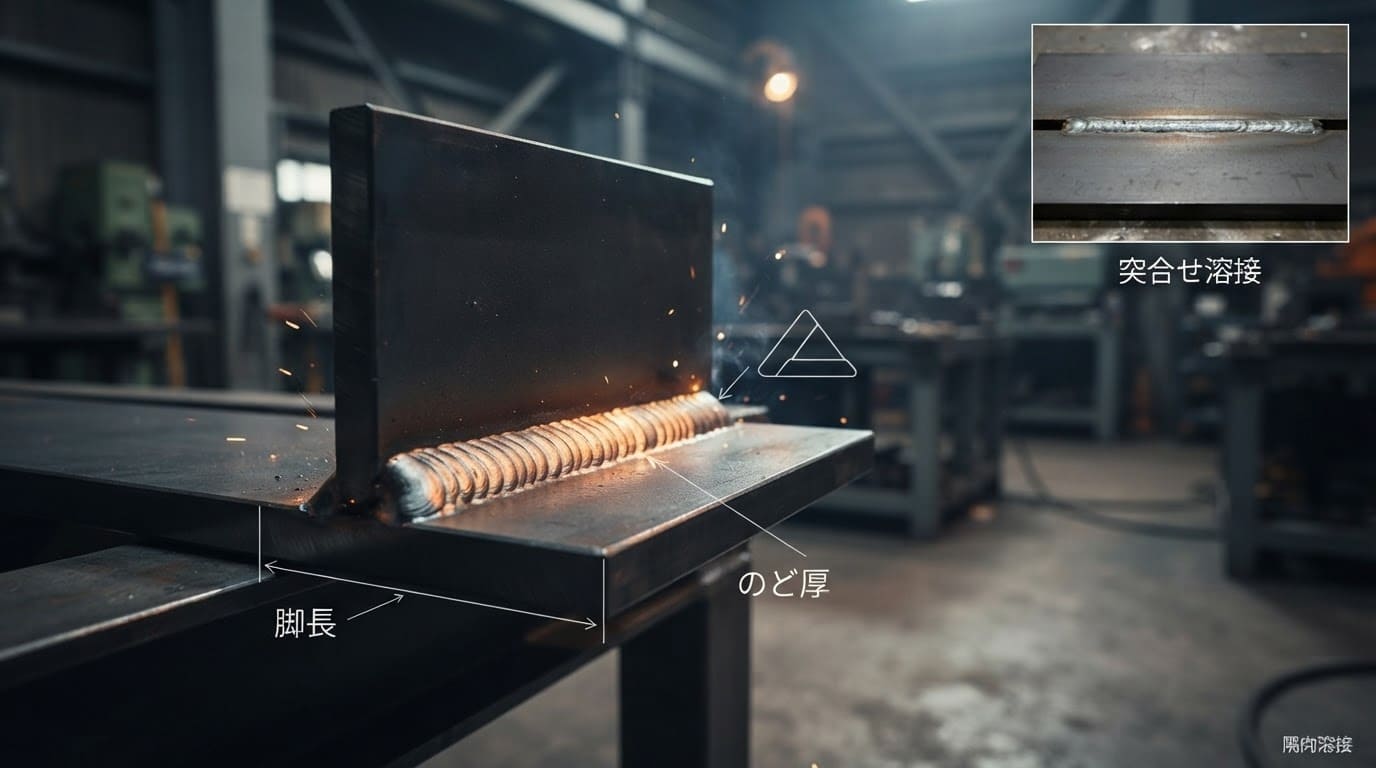
隅肉溶接を正しく設計・検査するうえで、「脚長」と「のど厚」という2つの寸法を混同しないことが非常に重要です。この2つは異なる寸法を指しており、強度計算に使う値も異なります。
脚長(レッグ)とは何か
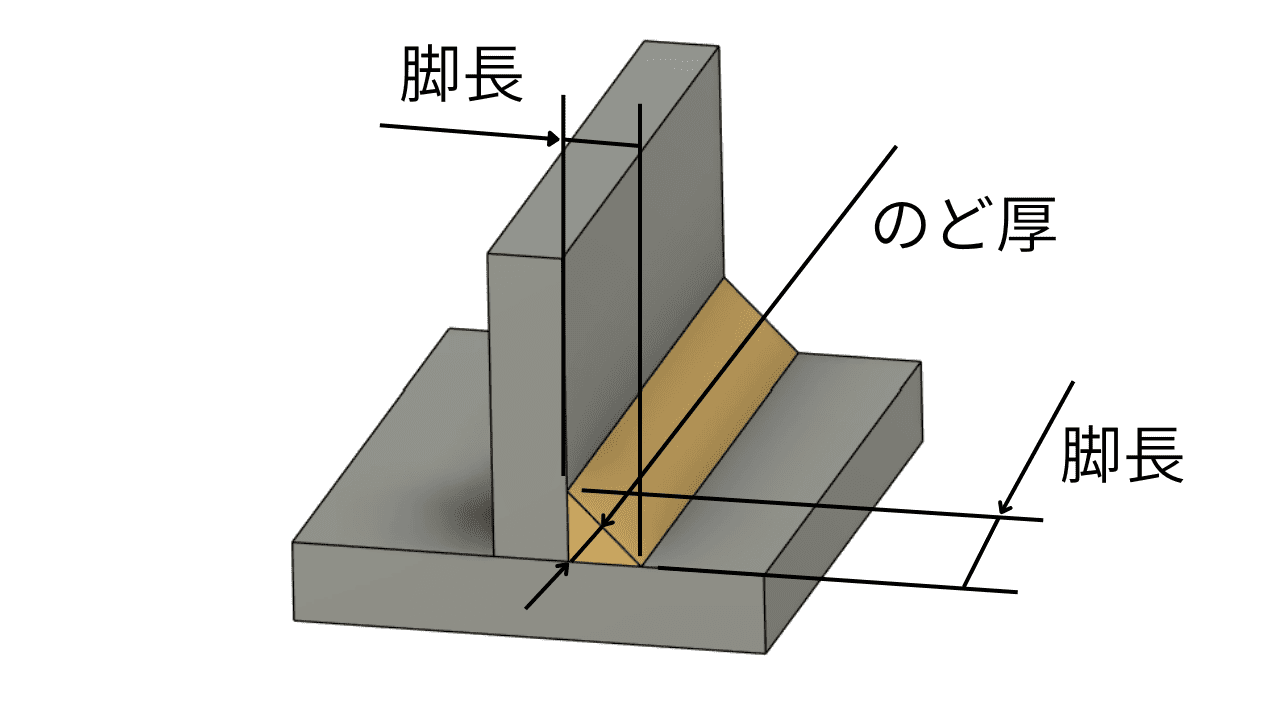
脚長(英語:Leg)とは、溶接ビードの断面において、溶接の起点(ルート)から溶接ビード表面の端(トー)までの長さのことです。図面の溶接記号に書かれている数値は、この脚長を表しています。
のど厚(スロート)とは何か
のど厚(英語:Throat)とは、溶接ビードの断面において、ルート(起点)から溶接ビード表面の中心(仮想面)までの最短距離のことです。溶接継手の強度計算では、この「のど厚」を使って断面積を求めるため、脚長より重要な寸法です。等脚の隅肉溶接(脚長が両側で等しい場合)では、のど厚は脚長の約0.707倍(1/√2)になるとされています(あくまで理論値の目安であり、実際の溶接形状によって変わります)。
※0.707倍というのは、溶接肉が綺麗な直角三角形になっているという前提で、sin45°≒0.707の数字が適用されています。
脚長とのど厚の対比表(混同しやすいポイント)
| 項目 | 脚長(レッグ) | のど厚(スロート) |
|---|---|---|
| 定義 | ルートからトー(端部)までの長さ | ルートからビード表面中心までの最短距離 |
| 主な用途 | 図面指示・溶接記号での寸法指定 | 強度計算(断面積の算出) |
| 等脚の場合の関係 | 基準となる寸法 | 脚長×約0.707(目安) |
| 混同しやすいポイント | 図面に書かれた数値はこちら | 強度計算に使う数値はこちら |
ルートと止端(したん)とは
溶接部の部位を指す言葉として、以下の2つもよく使われます。
- ルート:2つの部材が交わる角の最も奥(根本)の部分。ここまできちんと金属が溶け込んでいるかが強度に直結します。
- 止端(したん):溶接ビードの表面と、母材の境界線のこと。ここに欠陥が生じやすいため、なめらかに繋がっている必要があります。
隅肉溶接と突合せ溶接の使い分け
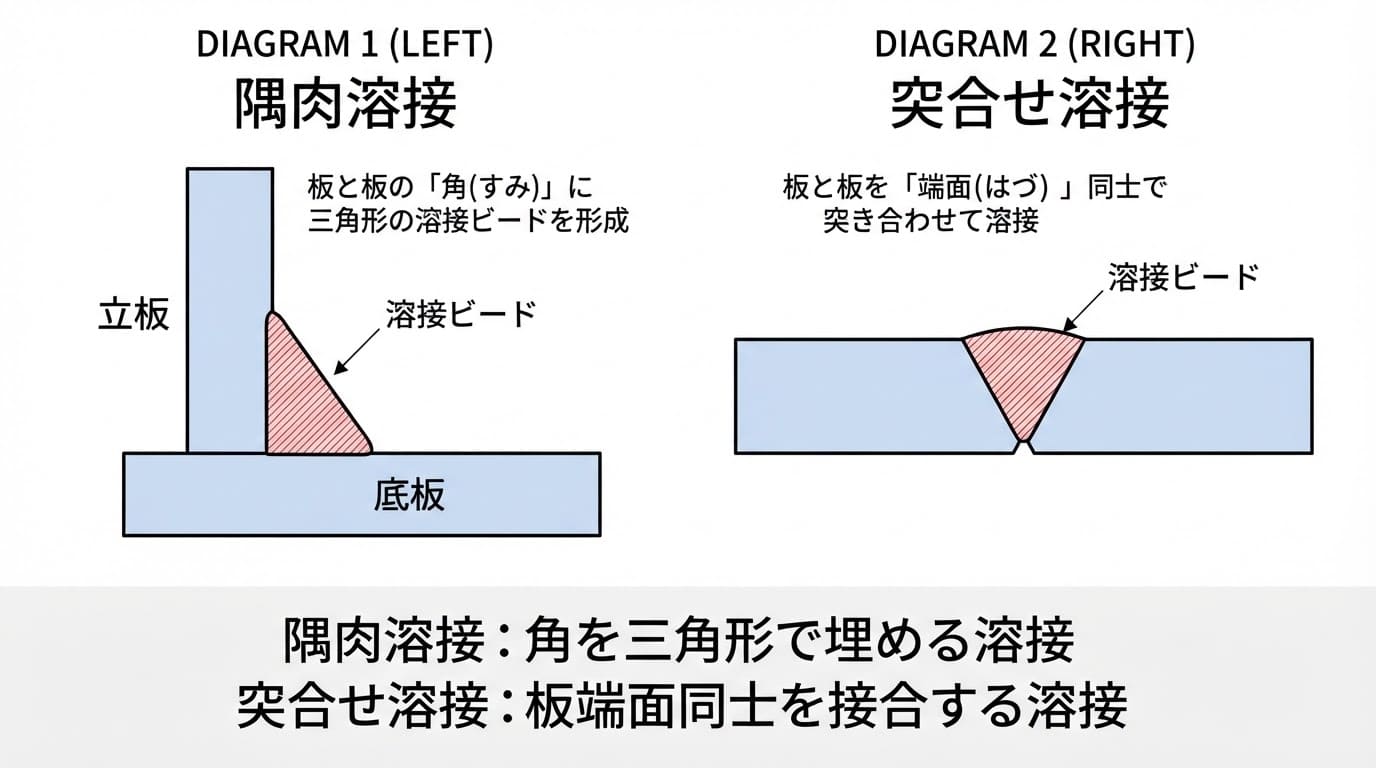
溶接方法を選ぶ際に、隅肉溶接と突合せ溶接のどちらを使うべきか迷うことがあります。以下の比較表を参考に、自分の状況に当てはめて判断してみてください。
比較表(強度・コスト・開先加工の有無)
| 比較項目 | 隅肉溶接 | 突合せ溶接 |
|---|---|---|
| 開先加工 | 基本的に不要 | 厚板では必要になることが多い |
| 強度 | のど厚断面で評価。完全溶け込みは期待しにくい | 完全溶け込みが可能。母材と同等の強度が得やすい |
| コスト・準備工数 | 低め | 高め(開先加工・裏当てが必要な場合あり) |
| 主な適用場面 | T継手・重ね継手・角継手など | 平板同士の突合せ、高強度が必要な継手 |
隅肉溶接が向いていないケース
以下のような状況では、隅肉溶接ではなく突合せ溶接を検討することをおすすめします。
- 完全溶け込みが必要な高強度継手:圧力容器・橋梁など、母材と同等の強度が求められる場合。
- 繰り返し荷重(疲労荷重)がかかる継手:隅肉溶接のトー(端部)は応力集中が生じやすく、疲労破壊の起点になりやすい傾向があります。
- 水密性・気密性が厳しく求められる継手:隅肉溶接では板の間にわずかな隙間(ルート面)が残るため、腐食・漏れのリスクが相対的に高くなります。
現場で失敗しやすいポイント(脚長の過不足と溶接欠陥)

脚長の「不足」と「過大」がもたらすリスク
図面で「脚長6mm」のように指示されている場合、これを守らないと重大なトラブルに繋がります。初心者が陥りがちなのが、「不足」だけでなく「過大(盛りすぎ)」も失敗になるという点です。
- 脚長が不足している場合:のど厚が薄くなり、設計上の強度が保てず、荷重がかかった際に破断する危険があります。
- 脚長が過大な場合:強度は上がりますが、入熱量が増えるため部材が反ったり歪んだりし、溶接材料・作業時間の無駄によりコストが増加します。
「とりあえず大きめに」という考え方は、コストと品質の両面でリスクがあるため、図面で指定された脚長を過不足なく確保することが重要です。実際の脚長が指示値通りかは、専用の脚長ゲージ(フィレットゲージ)で断面をあてて確認する方法があります。
アンダーカット・オーバーラップ・アンダーフィルという3つの欠陥
隅肉溶接では、溶接条件や技術によって特有の欠陥が発生することがあります。
- アンダーカット:溶接ビードのトー(端部)に沿って母材が溝状に掘れる欠陥。電流が高すぎる、または速度が速すぎる場合に発生しやすく、断面積の減少により強度が低下します。
- オーバーラップ:溶接金属が母材に溶け込まずに表面にはみ出す欠陥。電流が低すぎる、または速度が遅すぎる場合に発生しやすく、応力集中の原因になります。
- アンダーフィル:溶接金属の量が不足し、ビード表面が母材面より低くなる欠陥。のど厚が設計値より小さくなり、強度に直接影響します。
これらの欠陥を防ぐには、電流・速度・シールドガスの管理が欠かせません。スパッタの低減対策については、以下の記事もあわせてご参照ください。
まとめ:脚長を過不足なく守り、正しい判断を
- 隅肉溶接は、直交・斜交する母材の隅に三角形の溶接金属を盛り付ける溶接方法で、T継手・重ね継手・角継手に広く使われます。
- 脚長(図面指示の寸法)とのど厚(強度計算に使う寸法)は異なる概念であり、混同しないことが重要です。
- 完全溶け込みが必要な高強度継手や疲労荷重がかかる継手には、隅肉溶接ではなく突合せ溶接が適しています。
- 脚長は「不足」すると強度低下、「過大」だとコスト増・ひずみ増大を招くため、指示値を過不足なく守ることが重要です。
- アンダーカット・オーバーラップ・アンダーフィルという3つの欠陥を知っておくことで、品質チェックの精度が上がります。
溶接の用語についてさらに詳しく知りたい方は、以下の記事もあわせてご覧ください。
タップ溶接とは?JIS規格にない現場用語の3つの意味と見分け方
よくある質問
Q. 脚長とのど厚はどちらが大きいですか?
A. 脚長の方が大きくなります。等脚の隅肉溶接では、のど厚は脚長の約0.707倍(理論値の目安)です。強度計算にはのど厚を使うため、図面の脚長をそのまま代入しないよう注意してください。
Q. 隅肉溶接の脚長は、板厚に対してどれくらいが適切ですか?
A. 一般的な目安として、接合する薄い方の板厚の約70〜100%程度に設定されることが多いですが、必要な強度や材質によって異なります。必ず設計図面や社内標準の指示に従ってください。
Q. 隅肉溶接と突合せ溶接、どちらが強いですか?
A. 一般的に、完全溶け込みの突合せ溶接の方が母材と同等の強度を得やすいとされています。隅肉溶接はのど厚断面での評価となるため、同じ板厚でも突合せ溶接より強度が劣る傾向がありますが、設計条件によって最適な選択は異なります。
Q. 脚長が図面の指示通りかどうかを確認する方法はありますか?
A. 専用の脚長ゲージ(フィレットゲージ)を溶接ビードの断面に当てて確認する方法があります。目視だけでは判断しにくいため、こうした専用工具の活用がおすすめです。
Q. アンダーカットが発生した場合、どう対処すればいいですか?
A. アンダーカットは強度低下の原因になるため、まず電流・速度の設定を見直すことが基本です。既に発生した箇所は、グラインダーで滑らかに仕上げるか、肉盛り補修を行うのが一般的です。

